全体部分作成
全体的にどのように作成するのか大まかに書いていきます。
作成日:2016年05月16日
更新日:2021年10月05日
モード設定と自動起動
入力部分作成では、いったん入力デバイスを内部リレー「M」で受けました。次は全体部分を作っていきます。ここで作るのは各ユニットの動作ではありません。各ユニットの原点位置や各ユニットが動作してもよい「自動モード」などの作成です。
最初に自動モードや原点位置などについて説明します。設備や会社によって若干の違いはあると思いますが、設備には基本的に手動モードと自動モードがあります。例えばこのようなモードがない設備の場合、電源を入れた時点で自動運転状態となります。間違えて設備内に手などを入れてセンサーを反応させてしまうと、勝手に動作開始してしまい大変危険です。また、電源を入れたままで設備の調整ができません。大変調整しにくい(実際には調整できない)設備となります。
自動モード、手動モード切替は基本的に人が行うので外部スイッチを使います。今回は「自動モード」状態で自動起動ボタンを押すと「自動起動」状態となり設備が運転開始するようにします。「自動モード」→「起動ボタンを押す」という2段階で設備は動作します。
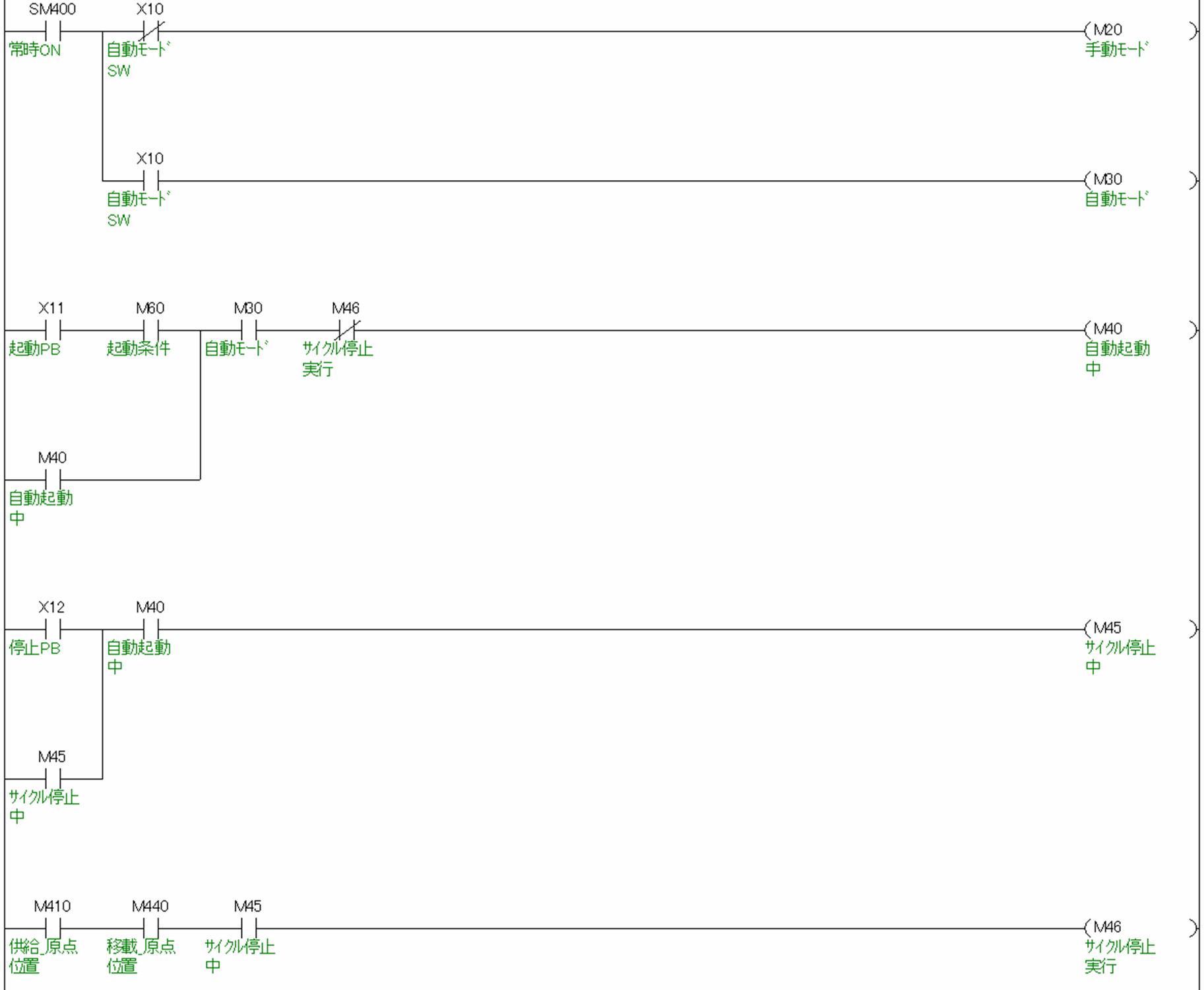
モード切替のスイッチはトグルスイッチのようなものを想定しているので、単純にスイッチONで自モード、スイッチOFFで手動モードとします。自動モードでは「M30」がONします。そして自動モード中に起動ボタン「X11」をONすれば自動起動状態になります。「M60」は自動起動になる条件で、自動起動後は無視されます。 例えば原点位置や異常が無いことを条件に入れておきます。
自動起動状態を切るにはこの「M40」の自己保持を解除します。ここでは2つ条件を入れていますが、モードを手動に切り替えたら即自動起動が切れるようにしています。それとサイクル停止です。これは動作中に即停止させると動作途中で停止してしまいます。例えば部品搬送中であれば、部品を持ったまま停止したりします。このような即停止を防ぐために各ユニットが一連の動作を行った後停止する停止方法です。自動起動中に停止スイッチ「X12」をONするとサイクル停止状態になります。このコイルがONすると、各ユニットは現在サイクル中の動作は最後まで行うが、次の動作を開始しないようにしておきます。
そうすると各ユニットは一連の動作を行うと原点位置で待機状態になります。すべてのユニットが待機状態になると「M46」がONするので自動起動「M40」の自己保持を解除します。これがサイクル停止の仕組みです。
ちなみにここでは書いていませんが、自動起動「M40」の自己保持を解除する条件には、自動モードやサイクル停止実行以外にも非常停止などの即停止させないといけない接点を追加します。今回は分かりにくくなるので書いていませんが、即停止させないといけない場合は「M40」を解除して下さい。
原点位置と原点復帰
次は原点位置と原点復帰について。原点位置はその設備の基本となる位置にします。原点位置は自由に設定できるので、設定した原点位置になるようにPLCのプログラムを作っていきます。原点位置は設備によって変わってきます。基本的には安全な位置を原点にしてください。例えば部品を供給するユニットでは、部品をつかみに行く位置ではなく、部品から離れている位置。つまり部品をつかむチャックは上昇端側で横方向は搬送する前の位置がいいと思います。
原点復帰とは設定した原点位置に移動することです。これは同時に移動させるのではなく、最初に上下関係を復帰して横移動方向を復帰させます。上下方向や横方向は設備によって変わってきます。とにかくユニットがぶつからないように順番に復帰します。
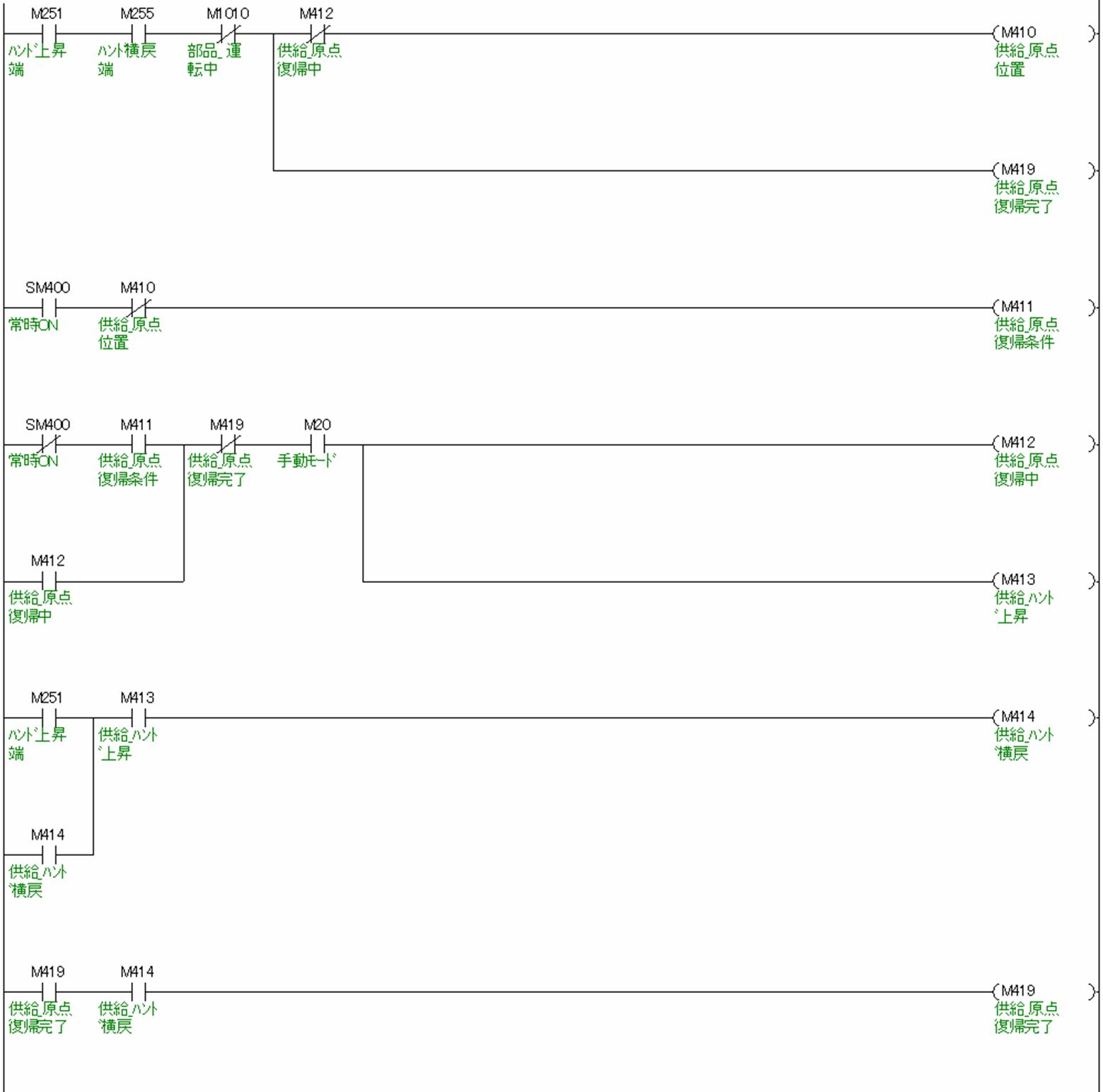
ユニット別に原点動作を書いています。最初に部品供給部。最初に「M410」というのは部品供給部が原点位置の時ONします。ハンドが上昇端にいて横方向が戻り側にいるときです。そして部品供給ユニットが動作中でないことと原点復帰中でないことが条件です。その下の「M419」も原点位置にいればONしますが、これは「原点復帰中」という条件がありません。たとえ原点復帰中であっても原点位置であればONします。このコイルはこの下に書いている原点復帰動作のプログラム内だけで使います。
「M411」はこの原点復帰動作を行う条件です。他のユニットとぶつかる心配があるときは、ここに条件を追加していきます。インターロックと呼ばれるものです。そして手動モードで原点復帰可能の条件が整っているとき原点復帰指令を行うと原点復帰動作行うようになっています。「M412」のコイルの条件に「SM400」のb接点があります。(左端)この接点を指令する接点に変更すれば動作します。「M412」は供給原点復帰中のコイルで、このコイルがONするとがハンド上昇して、上昇後に横方向が原点側に戻る動作を行います。必ず先にハンドを上昇させて、上昇確認後に横移動させます。同時に動作させると設備内で他のユニットなどに接触する可能性があるので、基本的には上昇させて横移動を行ってください。
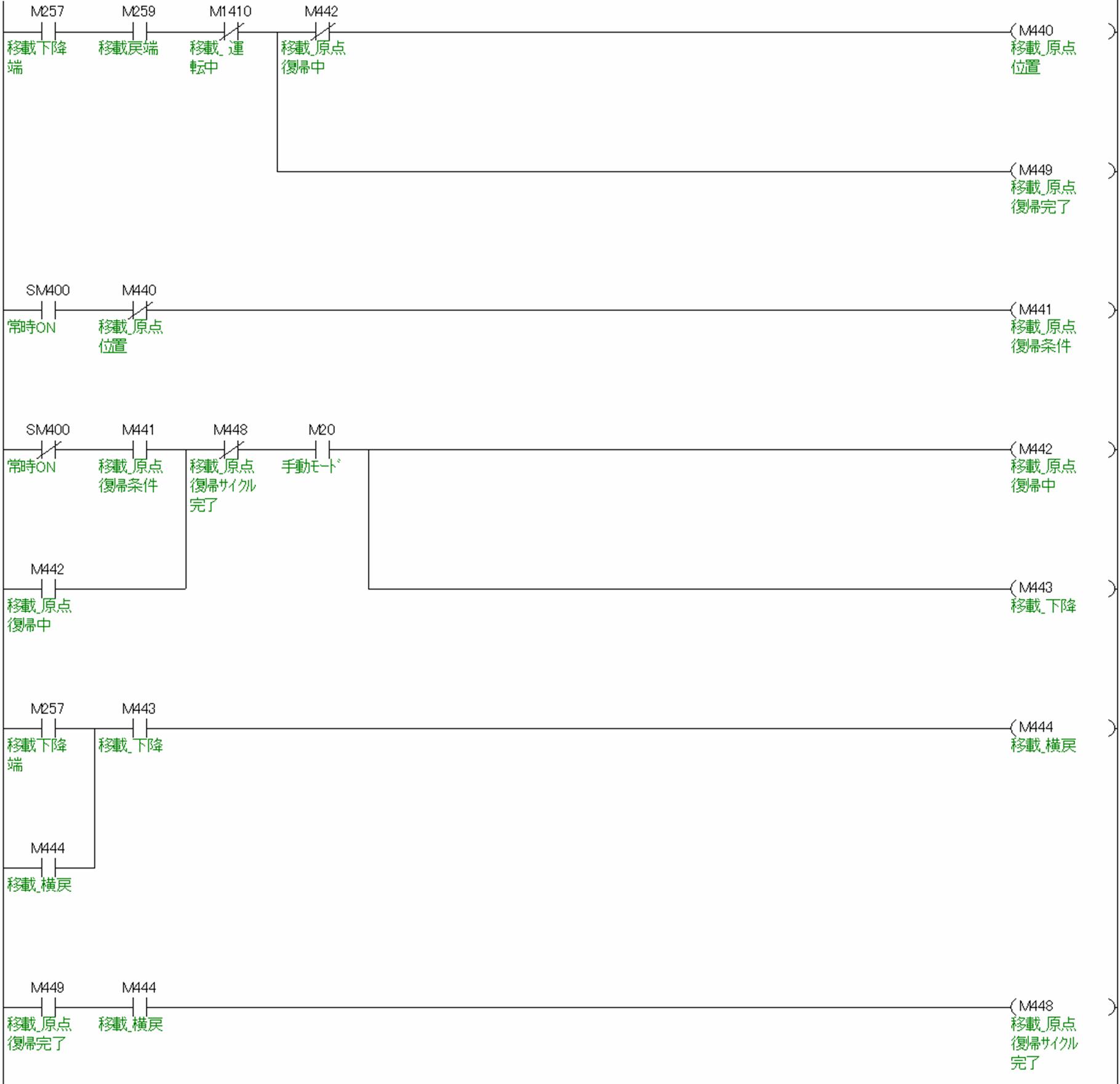
これはワーク移載部分の原点位置と原点復帰回路です。基本的には部品供給と同じです。移載部は下から製品に爪を引っ掛ける(又は持ち上げる)ので、原点は下方向です。爪を上昇させて横移動を行うとワークも一緒に動作するので、爪を下降させて何も接触しない状況にして爪の横方向を復帰させます。
原点動作をユニット別に書きました。原点復帰の動作は基本的に上下方向を復帰させて左右方向を復帰させれば、単純な構造の設備なら何も問題ないと思います。私の場合上記のように一応ユニット別に書いています。ユニット別に書くことで、ユニット単位で復帰する順番を決めることが可能だからです。実際にはこのままでは動作できないので、もう一つ全体の原点復帰の回路を原点復帰回路の先頭辺りに追加して、「各ユニット原点復帰完了」→「搬送原点復帰開始」などの全体の制御回路を追加すれば完成です。
プログラム設計 サイクル動作部分作成
図解入門 よくわかる最新 シーケンス制御と回路図の基本はKindle版(電子書籍)です。単行本ご希望の方は、フォーマットで単行本を選択してください。または、トップページよりご購入ください。
