出力部分作成
動作部分のプログラムを書いても、最終的には出力しないと設備は動きません。ここでは出力部分を書いていきます。
作成日:2016年05月10日
更新日:2022年05月07日
出力プログラムの作成
プログラム設計のサイクル動作部分まで作成しました。ここまでで一通りのラダー図の書き方は分かったと思います。プログラム設計の最後に出力部分を作成します。出力部分は特に難しくもなく、今まで作ったコイルの接点を利用して、出力コイルをON/OFFさせるだけです。最初に出力部分専用のプログラムを作ります。
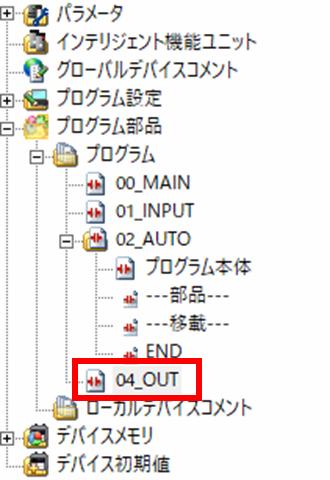
今回は"04_OUT"という名前のプログラムを作成しました。このプログラムを出力専用に使用します。もし出力部分のみを分けるのが苦手な場合は既存のプログラム内の好きな位置に書いていっても大丈夫です。それと三菱PLCの場合は各プログラムをどのように動作させるか設定する必要があります。下記のように「PCパラメータ」→「プログラム設定」で設定します。
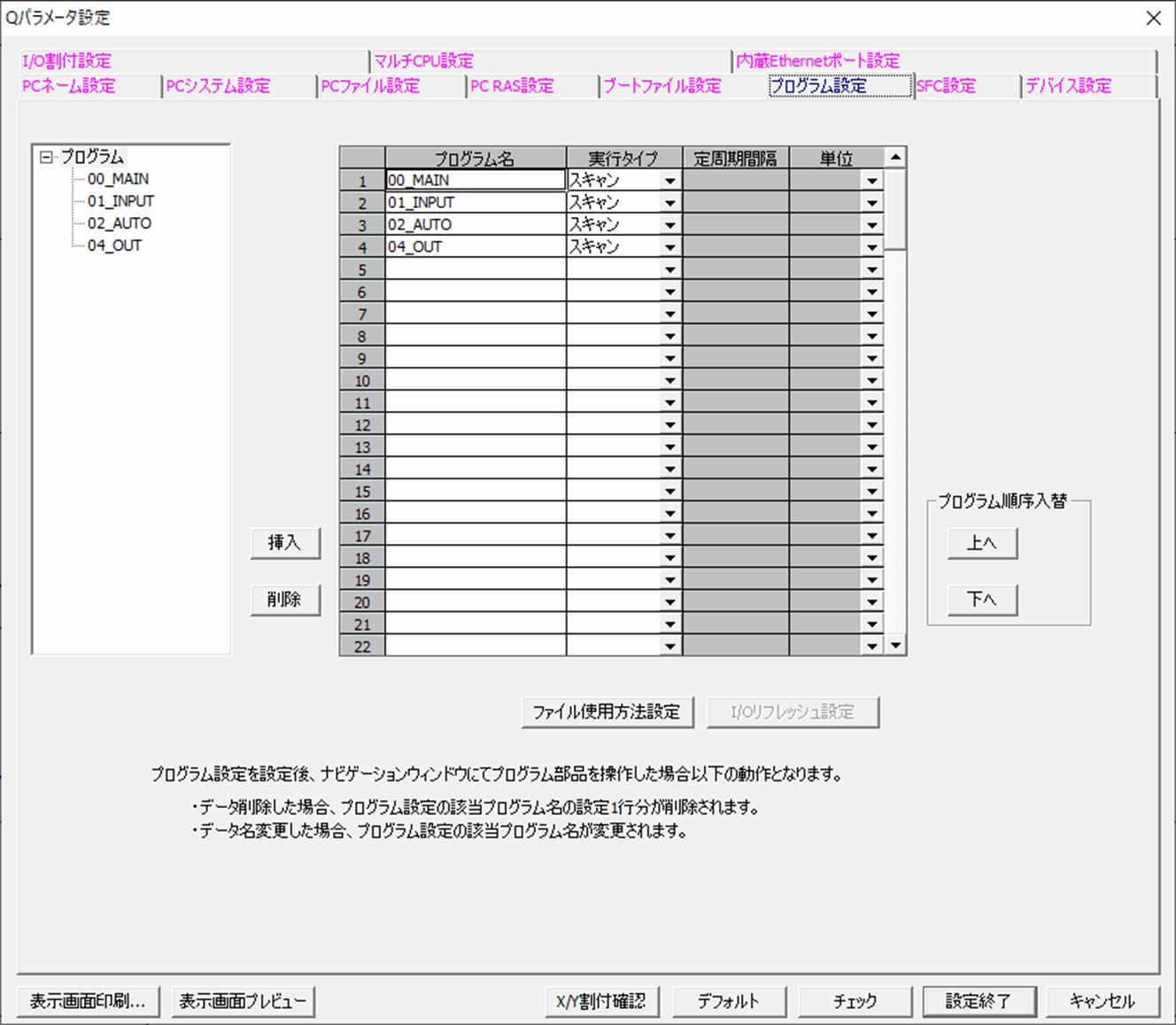
左側の枠に現在このプロジェクト(パソコン内)で作成しているプログラム一覧が表示されています。使いたいプログラムを選択して「挿入」を押すと真中の枠に表示されます。真ん中の枠に表示されたプログラムはPLC内で動作します。そして「実行タイプ」ではどのように動作させるか設定します。基本的には「スキャン」を選択しておけば大丈夫です。もし動作させたくないプログラム(サンプルで作ったもの)がある場合は、この真中の枠から外しておけばPLC内では動作しません。設定が終れば「設定終了」をおします。設定後はこのパラメータをPLCに転送する必要があります。
出力部分の書き方
出力IOのデバイス番号は適当に決めました。どのように書けばいいのか、書き方を中心にみてください。
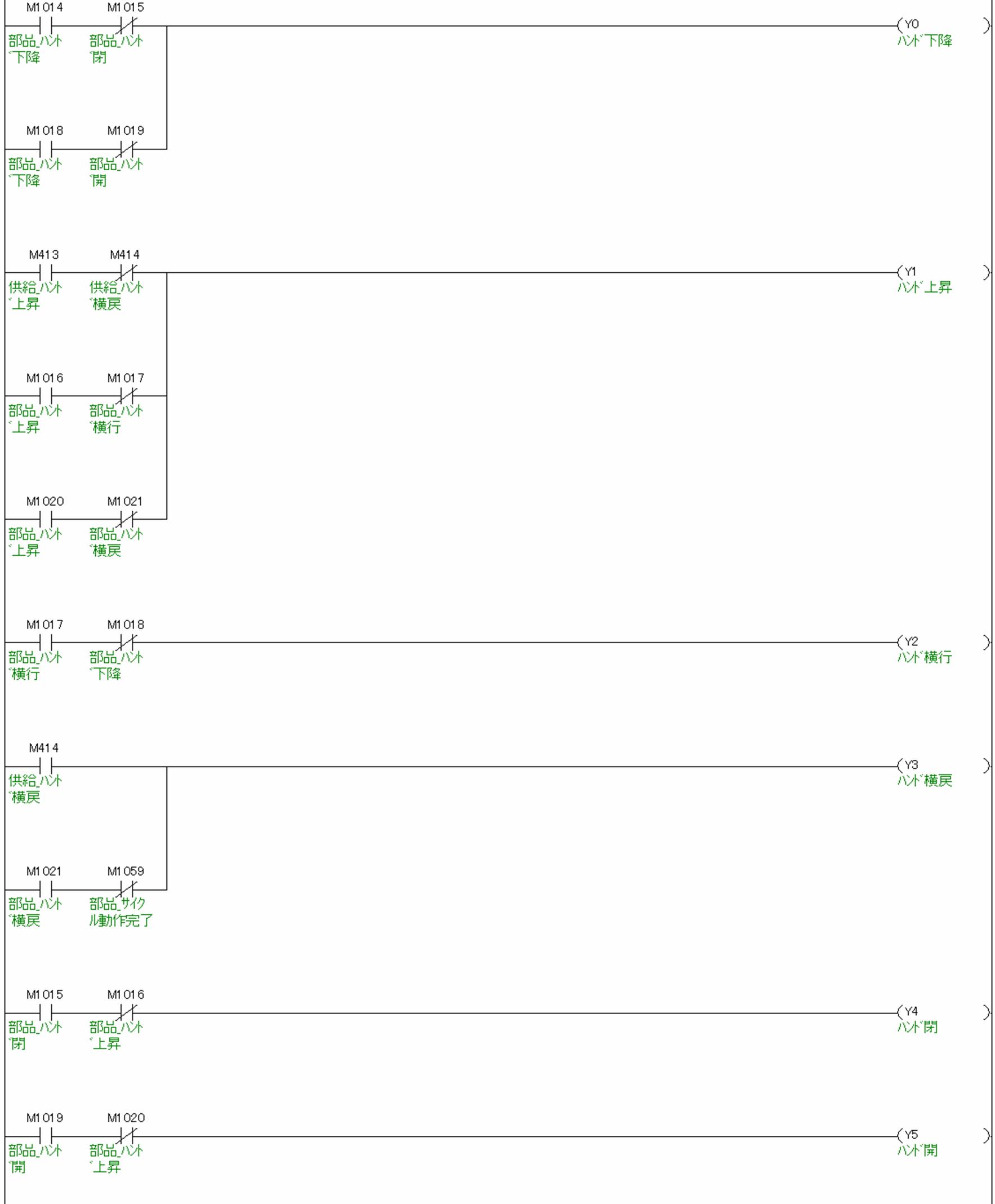
「Y0」はハンド下降という出力です。電磁弁はダブルソレノイドのつもりなので、一度「Y0」をONすればハンドは下降します。「Y0」をOFFしてもハンドは上昇しません。上昇させるには「Y1」をONします。「M1014」のa接点と「M1015」のb接点があり「Y0」のコイルにつながっています。これはサイクル動作の部分で作った接点で、「M1014」がONすれば「Y0」がONするのでハンドは下降します。ハンドが下降して下降端がONすると「M1015」がONするようになっています。(分からないときはサイクル動作の回路を見ればわかると思います)「M1015」がONすると「Y0」の出力もOFFします。つまりハンドが下降完了するまで出力をONするようにしています。「M1014」と「M1015」はセットで、部品を取りに行くときの下降出力となります。
その下にも「M1018」と「M1019」の接点があり「Y0」をONしています。これは部品を置くときの出力となります。
次の「Y1」のコイルも同じです。ただしここには原点復帰用の接点「M413」と「M414」があります。そのほかの接点は基本的には「Y0」の接点と使い方は同じです。上昇したい時に出力をONして、上昇完了で出力を停止させています。
他の出力も基本的には同じです。原点側の出力には原点動作用の出力があります。ハンド開閉に原点用の接点がないのは、ハンド開閉は原点の条件に入れていないからです。ハンド開閉の状態によってサイクル動作を変化させているので、この場合は問題ありません。ここは設備によって判断してください。
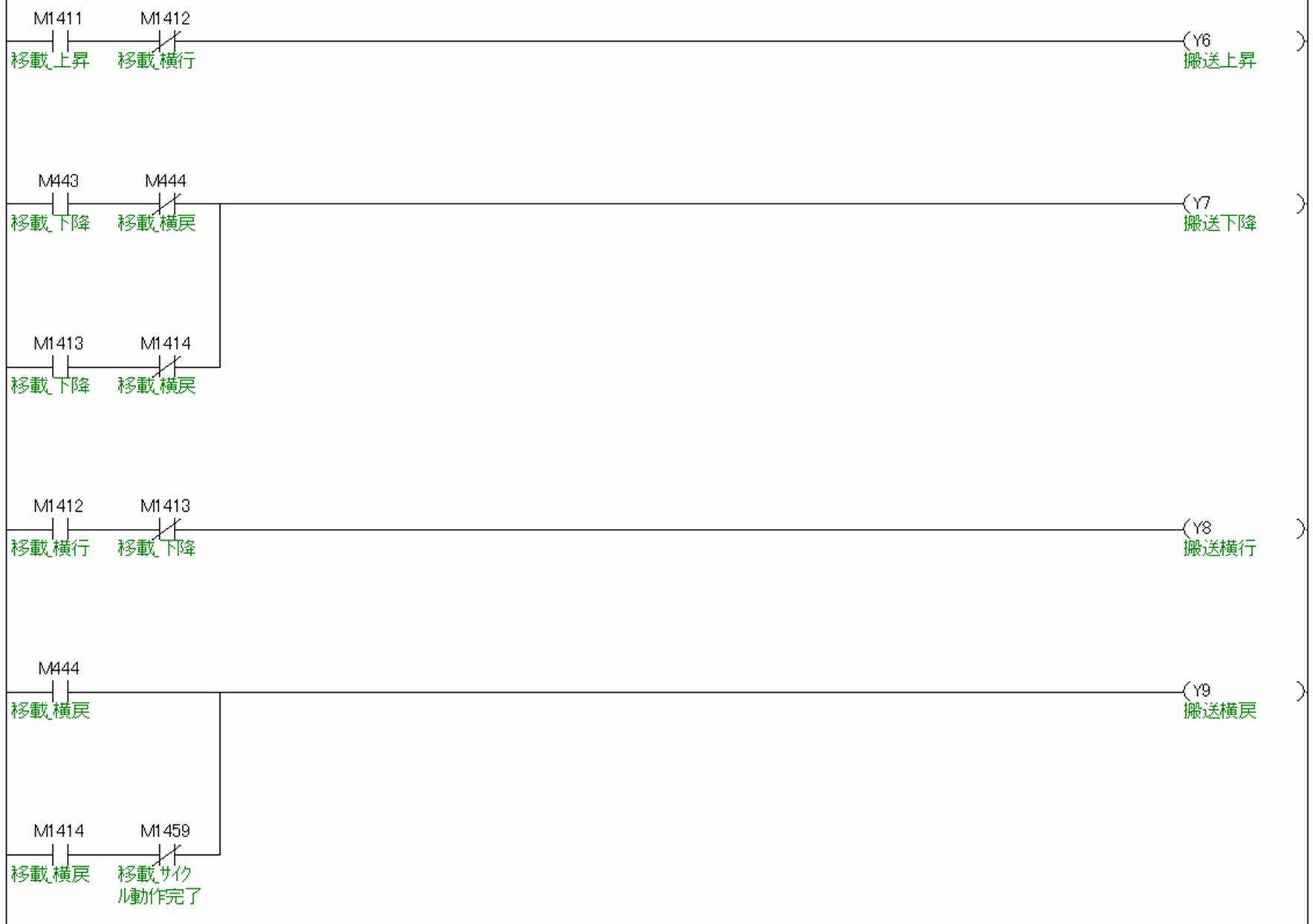
搬送部分の出力はこんな感じになります。
以上が出力部分の書き方となります。実際にはここに手動動作用の接点などが入ってきます。簡単ではありますが、プログラムの設計、書き方を書いてみました。もちろん違う書き方もあります。書き方は人によってそれぞれ違います。ここでは私の書き方を紹介しました。この書き方をベースに新しい書き方を作っても構いませんし、自分で最適な書き方を考えてみるのもいいかと思います。ラダー図では”これ”といった書き方は特に無いので、なるべく自分でもわかりやすく書くことを心掛けてください。
↓↓ここまでのプログラムデータ↓↓
ダウンロード
図解入門 よくわかる最新 シーケンス制御と回路図の基本はKindle版(電子書籍)です。単行本ご希望の方は、フォーマットで単行本を選択してください。または、トップページよりご購入ください。
